
ガス圧接継手の原理と種類
1.ガス圧接継手の原理
鉄筋のガス圧接は、接合端面を突き合せて、圧力を加えながら、接合部を酸素・アセチレン炎で1200℃~1300℃ に加熱し、接合端面を溶かすことなく赤熱状態でふくらみを作り接合する工法です。
突き合せた両端面の原子が接合面を跨いで拡散し、金属結合して一体化することにより接合されます。このため次の3つの条件が必要です。
(1) 加圧:両端面の原子間距離を近づけ、金属結合を促進させる。
(2) 加熱:変形抵抗を減じ、原子の動きを活発にする。
(3) 圧接時間:圧接端面の原子が全て金属結合する時間を確保する。
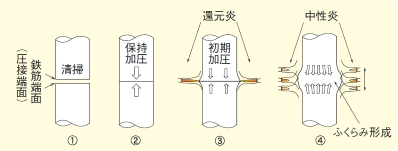 ガス圧接の工程
ガス圧接の工程
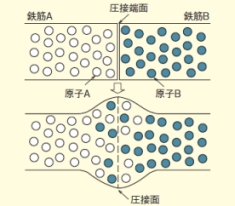 ガス圧接の原理
ガス圧接の原理
2.ガス圧接継手の種類
ガス圧接継手の原理はすべて共通ですが、施工方法には5種類の工法があります。このうち、燃焼ガスにアセチレン・酸素の混合ガスを用いる工法が3種類、 天然ガス・酸素の混合ガスを用いた工法が2種類です。アセチレン・酸素混合ガスを用いる工法には、バーナー操作、加圧力の操作等を手動で操作する手動ガス 圧接、加圧力、アプセット量、バーナー操作、燃焼ガスの調整等をすべて自動で制御する自動ガス圧接、手動ガス圧接でふくらみを形成後、ふくらみ部が赤熱状 態の時に、ふくらみ部をせん断刃で除去する熱間押抜ガス圧接ですが、現在施工されている工法の90%以上は、手動ガス圧接です。
 手動ガス圧接
手動ガス圧接